【動画】Kydexの製作手順
こちらではKydexの製作方法とTipsを動画で紹介しています。
ガルビィプラスさんの動画ですが、初心者の方には参考になると思いますので、ぜひご覧ください。

こちらではKydexの製作方法とTipsを動画で紹介しています。
ガルビィプラスさんの動画ですが、初心者の方には参考になると思いますので、ぜひご覧ください。
カイデックスは、温度が180℃程度まで温めるとプラスチックのような硬い状態からビニールのような柔らかい状態に変化します。温まって柔らかくなっているうちにプレスするなどして形状を維持したまま冷やして硬化させ、シースやホルスターなどの形に成形します。
要は、180℃程度まで温度を上げることができればカイデックスの形状を変化させることができるわけで、その温度を出せれば温めるものは何でもいいわけです。
まれに「ドライヤーでカイデックスを成形できますか?」という質問を受けることがありますが、これは無理です。ドライヤーの温度は100~120℃くらいで、カイデックスを成形するのには温度が全く足りません。ただ、一生懸命温めて、若干柔らかくなるかもしれないので微妙な調整するのに使える可能性はありますが、いわゆる板の状態を何か別のケースなどの形に成形することは無理だと思ってください。
カイデックスを温めるものは温度が180℃以上まで上がれば何でもOKです。Matrix-AIDAはこれまで作ってきたシースなどはほぼ全部ヒートガンを使って成形しています。だから基本的にはヒートガンさえあればなんでもできると思っていますが、お客様からのアイデアを伺うといろいろな工夫をしているので、そんな珠玉のアイデアをご紹介します。良い道具があればそれに越したことはないと思いますが、自分のできる範囲で、なにより試してみることが大切だと思うわけです。それでは、カイデックスを温める際に使えるものをご紹介していきます。
カイデックスを美しく、かつ機能的に作りたかったら絶対にヒートガン(ヒーティングガン)がおすすめです。最初の全体的な成形も、最終的なテンションの調整など、ヒートガンが一つあればすべてを解決してくれます。
一方で、ヒートガンの難しいところは熱風の噴出口が小さくカイデックス全体を温めるのに少し難儀するところです。端部を温めている間に反対側が冷め始めてしまう感じがあります。全体を均等に温めていくことがなかなか難しいのと根気が必要になります。こういう場合は箱の中で温めて雰囲気温度を高めていくと比較的うまくいきます。
この後紹介するオーブンなどは全体を温めることに長けていますが、サイズの問題や微調整ができないなど、それだけでは完成までもっていくのが難しいところが多くあります。ところが、ヒートガンは工夫次第で小回りが利いて、様々な加工をすることができます。カイデックスをやるならば、絶対持っておきたいアイテム。それがヒートガンです。
ご家庭にあるもので、最も身近で安全にカイデックスを温めることができるアイテム、それはオーブントースターです。温度管理もダイヤルひとつで調整できます。全体を均等に温めることも容易で、海外のサイトやYoutubeなどでもこの方法がたくさん紹介されていますね。
一方で、サイズが躯体の大きさで制限が決められてしまうこと、炉内の雰囲気を温めるための時間がかかるなどのデメリットもあります。また、カイデックスは温めてからプレスするまでの時間が短いほどきれいに成型するこができますので、キッチンに置かれているオーブンを使う場合は、少し作業がしにくいことがあるかもしれません。カイデックス用にひとつ工房にオーブンを準備できれば最高です。

筆者は工房にある工業用オーブンを使っていました。全体をまんべんなく温めることができて、全体の成形がすごくうまくいきます。ただ、いい感じの温度設定と温める時間の条件を見つけるのに少し時間がかかったのと、カイデックスの硬さをチェックするためにドアを開けるとすぐに雰囲気温度が下がってしまうことで、すこし苦労しました。
これもご家庭にある熱源の代表格です。いわゆる焼肉やお好み焼きをお家でやるときに使うアレです。ホットプレートもオーブンと同じく全体を均等に温めることに長けています。温度調整も目盛りを回すだけで調整することができるので便利です。
直接熱源にカイデックスを触れさせるので、オーブンよりも温め時間は短くなります。細かなテンションの最終調整などの作業はできないので、オーブンと同じくヒートガンなどと組み合わせて使うのが良いと思います。

いわゆる100円ライターのことではなく、キャンプで使えるようなターボ型のガスバーナーのようなマイクロトーチといわれるものでカイデックスを成形している方もいます。ヒートガンなどと比べて入手性が高いこと、器具自体が小さく軽量、かつ電源を必要としないので作業に気軽に取り組めることがメリットです。
一方で、直火の場合はカイデックスの表面が溶けてしまう恐れが高いのがデメリット。マットなカイデックスの表面が溶けてテカテカになってしまうことがあります。そうするとどんなにきれいに成型されていてもなんだか失敗作のような残念な出来上がりになってしまいます。直火の場合は特にカイデックスと熱源の距離感を意識する必要があります。
また、これはヒートガンよりも局所的に温めることになるので、大きめのナイフシースなどを作るときには不向きです。
一度やったことがありますが、熱量が高く調整が難しいので、あまりお勧めできないんですがガスコンロでももちろんカイデックスを温めることができます。
問題点はワークを手で持つか、なにかトングのようなものでつかんで温める必要があるのですが、その部分を温めることが難しく、ゆえに全体を均等に温めるのが至難の業です。
前述のガストーチと同じく、カイデックスの溶けるリスクもあるので、熱源との距離感や均等に温めるために常に動かしながら作業する必要があります。筆者がやったときはすこし溶かしてしまっていやなガスが出てきてしまい部屋が臭くなったことがあります(苦笑)。また火事のリスクもあるので、できれば携帯コンロを使うなどして、消火の準備を整えた上で屋外で作業することをお勧めします。

電気のストーブを熱源に利用したお客様もいらっしゃいます。「電気ストーブの前でカイデックスを持ってしばらく待つ」というすごくシンプルな方法です。これもガスコンロと同じく、熱源固定スタイルなので、カイデックスをまんべんなく温めるためにずっと動かし続けなければならないのがデメリットです。ただ、熱源が大きめなのでカイデックスのサイズが大きくても加工可能になります。また、一部が溶けてしまったりするリスクも小さいので、その点はガスコンロなどよりも作業しやすいと言えます。
ストーブの前でじっと佇まなければならないので、作業性は極めて悪いと言わざるを得ません。ただ、自宅にあるものの中で安定して温めることのできるアイテムのひとつであることは間違いありません。試しやすいと思います。
これは番外編でネタ的なものです。
アウトドアを楽しみながらカイデックス工作を楽しむなら、焚火。アウトドア雑誌の「Fielder」にて掲載された方法で、誌面の中で焚火でカイデックスを温め、見事ペティナイフのケースを成形していました。ガスコンロなどよりも広範囲で温められるので実際作業はしやすいかもしれません。これはネタですが、熱源さえあればどんなものでカイデックスを成形することができるという例として挙げました。

以上、上記のような方法でカイデックスを温めることができます。
ご家庭にあるアイテムはじめることができますし、工夫次第で専門的な工具類がなくても気軽に始めることができます。ぜひこの機会にカイデックス工作にトライしてみてはいかがでしょうか?
Matrix-AIDAでは、カイデックスのシースを作るためのマニュアルを無料でお配りしています。カイデックスの小さなサンプルピースも同封していますので、実際に温めてみてどんな感じのものなのか試してみてみてはいかがでしょうか?下記のリンクからお申し込みください。
目の覚めるようなミラーフィニッシュ、均整の取れた美しいヘアライン。その秘密はブレードの研磨の下地の美しさにあります。その下地をいかに作るのか、その秘密をご紹介します。
・磨き棒(耐水ペーパーを使用するときに使います)
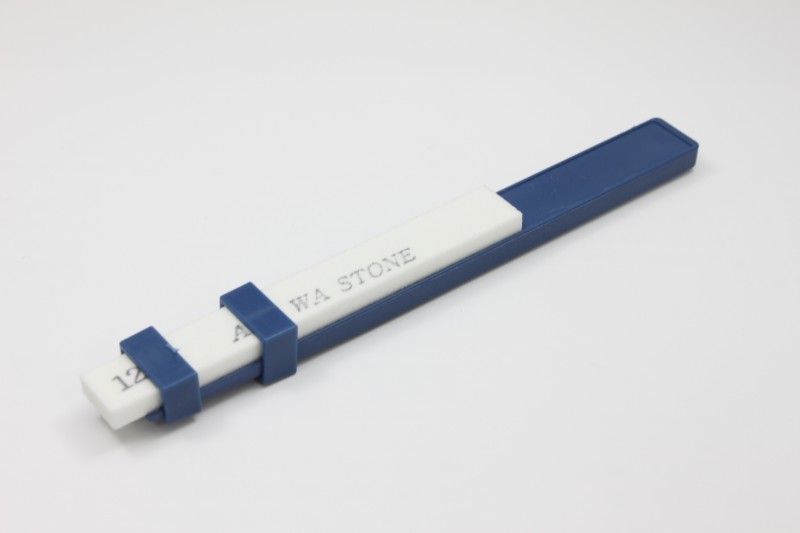
・オイルストーン
・耐水ペーパー(#120~#5000。仕上げの最終番手は任意です)
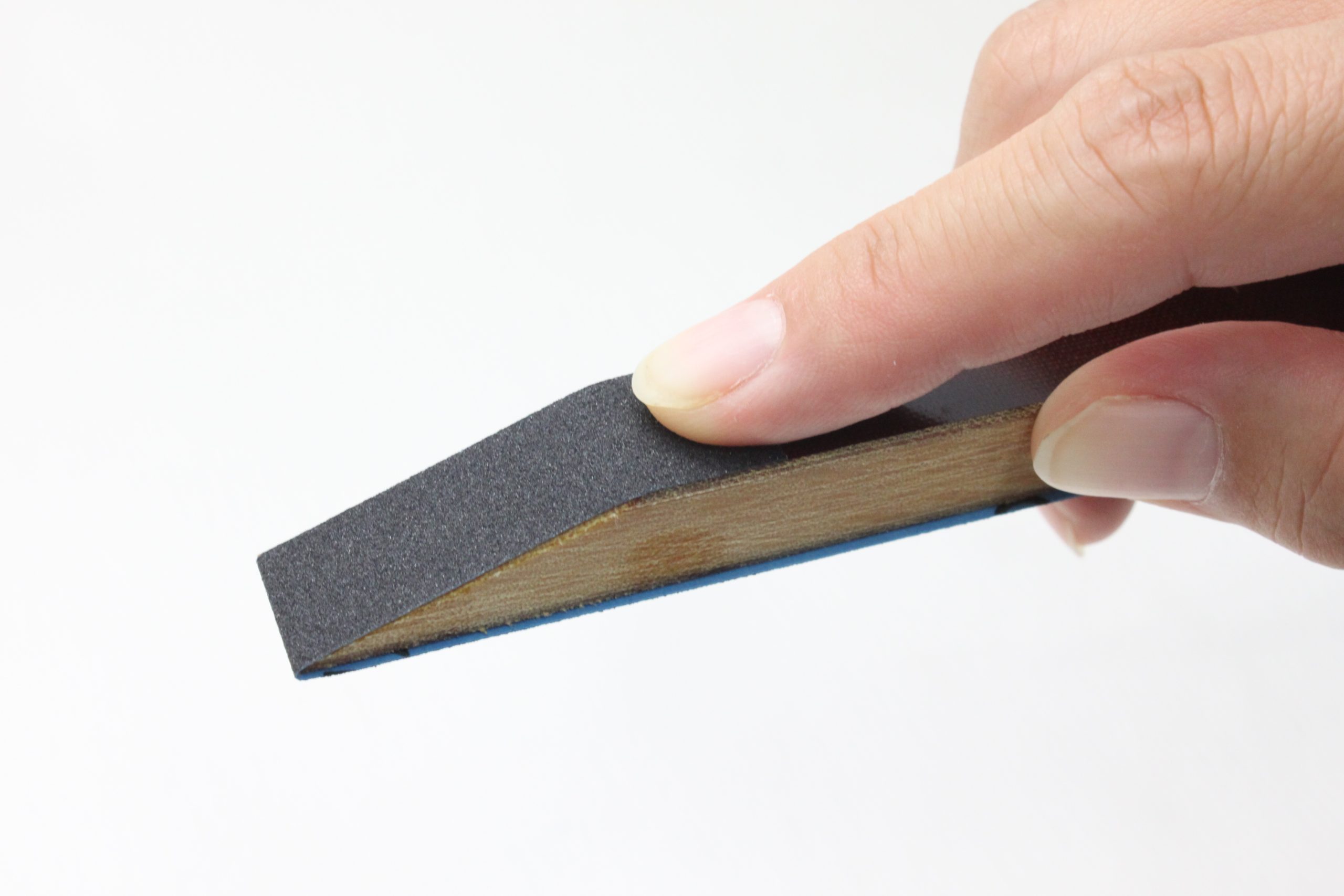
磨き棒(ラッピングスティック)にはなるべく硬い素材、銘木やマイカルタ、G-10などの素材を加工したものを使用します。
耐水ペーパーを同じ幅に短冊状に切ったものを用意し、指で引っ張りながら当て板にします。

・フラットグラインドを研磨する場合は、平面がきちんと出たものを使用してください。ステンレスの棒など(ヒルト材のSUSなどが流用できます)を使用すると、ほどよい重量感があるので安定して磨くことができ、仕上がりの平面度がよりよくなります。
・ホローグラインドの凹面を研磨する際は、磨き棒の底面を加工する必要があります。ホローの曲率と同じ曲率で凸型に加工します。そうすることで耐水ペーパーとの接地面がぴったりと合い、面を崩すことなく美しく磨けます。研磨時間の短縮にもつながります。
・コンベックスグラインドの面を研磨するには、この磨き棒に厚みのある牛革や、ゴム板を貼り付けて使用します。蛤刃の面全体にペーパーを当てることができるようになります。
磨き棒と一緒に使用します。磨き棒と同じ幅にカットして、磨き棒の先端に沿わせピンと張った状態にしながら使用していきます。番手は数字が小さいものほど粗く、大きくなるほど細かい仕上がりにすることができます。
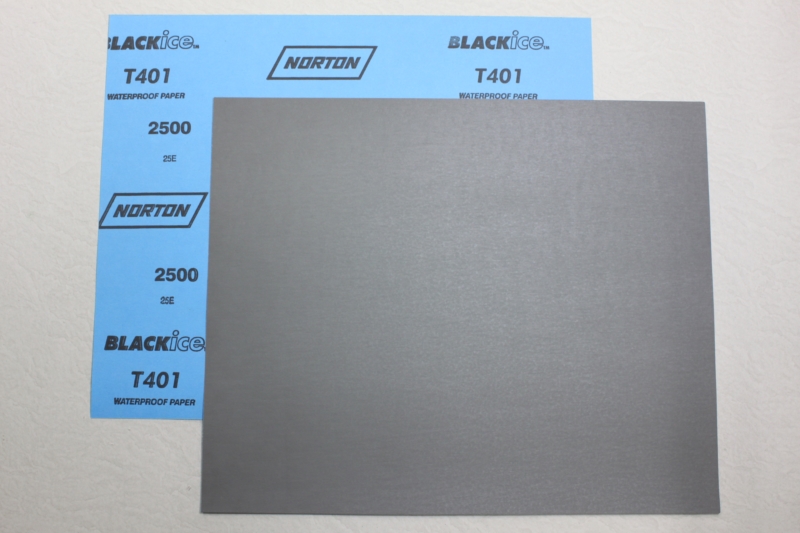
使用する際はスプレーやオイルボトルのようなものを使って水を垂らしながら研磨していきます。その理由としては、耐水ペーパーは砥粒がペーパーからすぐに脱落してしまうため、脱落した砥粒も有効利用するためです。水をうまく使えば研磨時間を短縮することができます。また、研磨作業用の水に洗剤(界面活性剤)を少し入れると磨きがちょっと早くなるとかならないとか…お試しあれ!
オイルストーンは、いわゆる手持ちの砥石です。主に金型の研磨などに使われるもので、耐水ペーパーなどよりも圧倒的に研磨スピードが早いです。耐水ペーパーは数回こするとペーパーから砥粒が脱落してしまったり、目が詰まってしまいますが、オイルストーンは研磨して減った面がまた砥石ですから無駄なく研磨作業を継続して使うことができるわけです。ミシンオイルを塗布しながら使用します。また、専用のオイルストーンホルダーを使うと手も疲れず、短くなったものも有効利用できるのでお勧めです。
研磨していく中で形状が変わってしまうのがデメリットですが、耐水ペーパーの粗い#120とかで削って簡単に修正できます。また、オイルを使用しながら研磨をするので表面の油の薄い皮膜によって残り傷が見づらくなってしまうので、研磨の仕上がりはきちんと確認することが肝要です。
いよいよブレードの磨き方についてご説明します。
基本的には粗い番手から細かい番手に徐々に番手を上げて磨いていくことです。
ヤスリ目やベルト目が粗い場合や深い傷が残っているときは #100~120程度から始めてください。
まずはバイスなどでナイフをガッチリと固定します。固定が甘かったり、固定するための台がグラグラしていると力が逃げてうまく磨けないし、時間もかかってしまいます。またけが防止のためにもきちんと固定してください。

1.最初に縦方向に耐水ペーパーまたはオイルストーンを使用して研磨していきます。この時、あくまでもまんべんなく全体的にペーパーを当てるようにします。早く傷を消したいからといって、傷が深い一部分だけを集中的に研磨すると、その周りだけ凹んでしまいます。特に立ち上がり(ベベルストップ)の周りは気を付けるようにしましょう。

2.次に番手を上げていくわけですが、下の番手の目を完全に消していくために角度を少し変えて研磨します。本などには45度程度と記載がありますが、あくまで目安です。前の番手との角度の違いが確認できるのであれば少し角度をつける程度で結構です。



番手を上げるごとに、まっすぐ→左斜め→右斜め→まっすぐ→左斜め→……と繰り返して角度を変えていき、最終的な番手まで研磨していきます。
番手を上げる前に、磨き残した傷がないか、研磨痕が全て同じ方向になっているのかをしっかり確認してください。残念ながら傷を見つけてしまったら、そこは辛抱強く磨いてください。番手を一つずつ確実に仕上げることが完成への最短ルートです。
3.最終の番手をかけるときは、同じ番手の中でばらつきが出ないように、あまり力を入れすぎないで、まんべんなく表面をならすようなイメージで研磨します。そうしないとミラーにムラや曇りが出たりします。
4.ヘアラインの場合はおおよそ#1000~1200程度、ミラー仕上げにする場合は#2500以上の番手に仕上げてから、バフまたはリューターを用いて仕上げていきます。(これについてはまた別のコラムでご紹介するつもりです)
ナイフ作りを始めて、「そろそろ熱処理出してもいいかな…」という時に気になるのは、一体どのくらいの番手まで仕上げてから熱処理に持っていくべきなのか、というところ。
これは製作する環境によって大きく変わります。
ベルトサンダーで製作している人は、#220のベルト目までで十分です。

ベルトサンダーでの作業の場合、熱処理を施して硬化した後でも研磨してベルト目を上げていくことができます。なんなら、熱処理による小さな歪みを取って後工程に進むことが出来るわけです。最終的に #1200相当のトライザクトA-6 までブレードを研磨できればそのあとの手作業が圧倒的に少なくなり、作業時間を大幅に減らすことができます。
一方でヤスリをメインで製作している人は、熱処理前に耐水ペーパーやオイルストーンで最低限 #400~#600くらいまで番手を上げておくことをお勧めします。それは、ベルトサンダーとは違いヤスリ目が残っていたり、#220程度で熱処理されたブレードを手磨きしていくことはあまりにも大変だからです。


熱処理前の焼きなましされた鋼材であれば傷を消すことは容易で、比較的短時間でヤスリ目を消していくことが出来ます。ですから、柔らかいうちに番手を上げておくことがそのあとの作業を楽にするコツなのです。
もちろん、ベルトサンダーで製作している方でも研削後、手磨きで#600程度まで上げておくことも工程を早く進めていくために有効です。
ブレードの磨き方についてはこちらの記事もご参照ください。
だったら熱処理前に#2000とかミラーフィニッシュまで終わらしておけばいいと思うかもしれませんが、そうしない理由が2つあります。
理由の1つ目は、不意に傷がつくリスクの回避です。熱処理前の鋼材は大変柔らかく、研削や研磨がしやすい状態になっています。ということは、逆にちょっとのことで深い傷が付きやすい状態と言えます。ですから、例えば#2000まで磨き上げたとしても、台の上に置いてズレたりするだけで傷がついてしまったりすることがあるんです。
そしてもう1つの理由は、鎬(しのぎ)がダレれてしまう事です。
前述したように熱処理前の鋼材は大変柔らかく、ちょっと研磨しただけで簡単に形が変わってしまいます。そうすると、ブレードの切り立っていて欲しい鎬(しのぎ)の部分やブレードの立ち上がりのR部分がちょっとしたことで簡単にぼやけて消えてしまうんです。
ブレードと鎬の境界線がパリッとしている所がカスタムナイフの見せどころの一つでもあります。そこをばっちり表現するためには熱処理後に仕上げた方がブレードが固く作業に時間はかかるものの美しい仕上がりを実現することが出来るわけです。
ちなみに、鎬をキッチリ出すためには耐水ペーパーを使うよりオイルストーンを使った方がやりやすいので、是非お試しください。
というわけで、タイトルである「熱処理前にどのくらい磨くのか?」という質問の回答は、#400~600くらいが最適。というのがMatrix-AIDAの結論です。
もちろん、これには例外があって、CV-134やMagnacut、CPM S35VNなどのような耐摩耗性が異様に高い鋼材に関しては、熱処理前に出来る限り仕上げておくことが大切です。熱処理してしまうと地獄のような研磨作業に追われることになりますので、耐摩耗性の高さをうたう鋼材に関しては、最低限、熱処理前に#1000以上に仕上げておいてください。なにとぞご注意ください。
いざナイフを作ろうと考えたとき、どんな道具が必要なのかを考えねばなりません。そんなときのヒントとして書きましたので、ぜひご覧ください。
刃物作りというと火を焚いて鋼を叩いて鍛えて…というイメージがあるかもしれませんが、最近のスタンダードな作り方といえば「ストック&リムーバブル」という手法です。鋼材の板に穴をあけたり、削り出してナイフを作る方法で、この製作方法のおかげで少ない道具で誰でもナイフが作ることができるようになりました。
ナイフ作りに最低限必要な三種の神器をここでご紹介します。
意外かもしれませんが、ナイフ用の鋼材として売られているものは焼きなましをされた状態で、すごく柔らかい状態になっています。そのためドリルで簡単に穴が開きますし、いわゆる鉄工用ヤスリでバリバリ削れてしまいます。
ベルトサンダーやディスクグラインダーなどで火花を散らして削っていくイメージがあるかもしれませんが、Matrix-AIDAのお客様のほとんどは最初はヤスリでナイフづくりを始めています。そして、数を作るようになって初めて機械を導入する方が多いです。
なにはなくても、まずは鉄工ヤスリ。これが全ての始まりです。
そして、ヤスリでナイフを作ることで得られたその技術は、その後のナイフメイキングの大きな糧になります。たとえバーキングを導入したとしても、生涯、ヤスリでの細かな作業は必要になるので絶対に無駄になりません。

最初にどんなヤスリを買えばいいかという疑問があると思いますが、まず第一に必要なのは平ヤスリの荒目です。荒目のヤスリは鋼材を思い切り粗く削りだすときの最初の工程に使用します。目を細かくしていくために中目→細目→単目と徐々に目を細かくしていくのがセオリーですが、まずどれか1本といえば荒目さえあれば大丈夫です。欲を言えば丸ヤスリの荒目か中目も1本持っておくとブレードの立ち上がりなどの細かい部分の加工ができて便利です。
ヤスリはいくら持っていても損はありません。
ナイフ作りをしていると、緩やかな曲線を描くように凹ましたいだとか、狭いところを加工できる細いヤスリがあれば…みたいな場面に出くわすことばかり。そんな時に役立つのが特殊なヤスリです。燕尾ヤスリやチェッカリングヤスリなど、最初は何に使うかわからないものでも、いざというときに必ず役に立つので、ナイフ作りを始めたならば、変わったヤスリを見つけたらすかさずゲットしておくことをお勧めします。OUTLETの工具コーナーでよいものが安く手に入る時があるので、チェックしてみてください。
ヤスリをかける際に、片手で鋼材を抑えて、もう一方の手でヤスリをかける…そんな非効率なことをしてはいけません。鋼材はしっかりとした台の上に万力でがっちりと固定した状態にしてヤスリがけを行ってください。
万力は、いわゆるシャコ万のようなもので大丈夫です。(本当のことを言えば自在バイスなどのように口があらゆる方向に動くタイプのものがあればいいのですが、これまで扱っていたものが廃番となってしまったので、いま良いものがないか探しています。もうちょっとお待ちくださいね)

ということで、きちんとした固定をすることで作業が安定しますし、ヤスリをかける力も無駄なく鋼材に伝わります。そうすると、ものすごく作業が早くなります。ヤスリに習熟したメーカーさんだともはやベルトサンダーと同じくらいじゃないか、というスピードであっという間にナイフを削り出してしまう人もいるくらいです。
万力と同様に大切なのが作業台。万力でしっかり固定できたとしても台が不安定だと元も子もありません。ですからなるべくしっかりとした作業台を用意してください。うちのお客様もこの作業台についてはいろいろと苦労していて、市販のワークベンチから始まり、オフィス用のデスク、流し台(笑)、ベランダのしっかりした部分、公園のベンチ…あらゆる知恵を振り絞って作業環境を作り上げています。
また、ハンドルを取り付ける際にも小さめの万力(シャコ万)がいくつかあると大変重宝します。
三種の神器、最後の一つはボール盤です。ナイフを作るならば必ず持っておいてほしいのがこのボール盤です。

たまに手持ちのドリル(電動ドリル)で作るから大丈夫というお客様もいますが、たしかに電動ドリルでも鋼材に穴をあけたり、リューターのように先端工具を付け替えて研磨作業をすることはできます。ただ、まっすぐ垂直な穴をあけることは不可能ですし、手持ちのものはトルクがないので回転数が早く、すぐにドリルが焼きなまってしまって切れなくなります。鋼材の表面が高温になって穴が開かなくなってしまうこともしばしば。
オプションでボール盤のように垂直に穴あけできるものがありますので、それを使えば手持ちでやるよりは正確に穴をあけることはできるとは思いますが、ナイフ作りをするにはパワー不足は否めません。
ですから、ナイフをやろうと心に決めたのならばボール盤だけはぜひとも手に入れてほしいと思います。そしてなるべく剛性とパワーのあるものをお勧めします。ただ、場所や予算の都合もあると思いますので、それぞれのニーズに合わせてお選びいただければと思います。一つだけアドバイスするとすれば、チャックに13㎜のドリルまで咥えられるものを選んでください。基本的にナイフ作りで使うドリル系は2㎜から10㎜くらいまでがほとんど。ですから、13㎜まで咥えられるボール盤ならばほぼパワー不足ということはありません。ご参考になれば幸いです。
もちろん、この他にもナイフづくりに必要な道具、あると便利な道具はたくさんあります。ざっと書き出すだけでも、弓鋸、リューター、ベルトサンダー、グラインダー、旋盤…
ただ、一気に全部集めるのはやはり大変ですし、場所の問題もあります。必要な道具や機械はナイフメイキングの進度や習熟度に合わせて徐々に増やしていくのが良いと思います。だんだんレベルアップしていく自分の作業場を見るのもモチベーション維持につながりますよ。
これからナイフ作りを始める方にお勧めなのはこちらのムック本。Matrix-AIDA、相田義人が全面協力して作られた「アウトドアナイフの作り方」です。ヤスリで作る方法からフォールディングナイフの作り方までを網羅したハウツー本です。
ナイフ作りをこれから始める方必携の一冊です!
大切なナイフを永く愛用、コレクションするために大切な事柄です。
ナイフメーカーとしてオーナーさんに伝えておくべき内容でもありますので、ぜひご一読ください。
「シースナイフは、シースから出した状態で保管すること」これが最も大切なことです。シースに入れたままナイフケースや棚の引き出しに入れっぱなしにしてしまうと、特に皮のシースの場合はシースの中に含まれる成分(塩分や薬品)や湿気によって、ブレードが錆びてしまったり、ニッケルシルバーや真鍮のヒルトに緑青が浮いてきてしまったりします。せっかくお気に入りのナイフを手に入れても、そうなってしまっては元も子もありません。あくまでシースは「持ち運びの時の携帯用ケース」という認識を持ってください。
実用、コレクションどちらも保管するときは必ずシースから出して保管するようになさってください。具体的には、ナイフ本体をしっかりと洗浄した後キッチンペーパーなどで包んだ状態でナイフケースに保管。その際にシースも一緒に同封するとシースとナイフがバラバラにならず便利です。
また、取り出しするときのケガの予防や大事なナイフのポイントを守るために、ポイントプロテクターもきちんとつけておきましょう。

フォールディングナイフについては、シースがありませんからそのまま保管していただいて結構ですが、忘れがちなのが「手垢」です。ブレードを開閉する際にどうしてもブレードを触ることになりますが、その時の手垢(皮脂)が残っているとそのまま錆びてきてしまう恐れがあるので、きちんと研磨剤の入っていない布(クリーニングクロス)で丁寧に拭くなどしてから保管するようにしましょう。
また、洗浄するときは水洗いは極力避けるようにしてください。内部に水分が浸透し、そこから錆びてしまうことがあります。汚れなどが詰まってしまった場合はミシンオイルとつまようじや綿棒を使って除去するようにしてください。
ステンレスのブレードの場合は、実用したものでもきちんと洗浄し、シースと別々に保管するのであれば基本的には何もつけずにそのまま保管してください。長期保管する場合に関しては、うすく防錆油を塗布しておくことも有効です。ただし、CRC(クレ556)のような揮発性の高いオイルは保管用に向かないので使わない方が良いでしょう。
一方で炭素鋼のブレードについては凄くさびやすい為、必ず油を塗布した状態でいることが理想的です。また、海の近くにお住まいの方はステンレスでも油断せずに油を塗布しておくようにしてください。
ただし、どんなに準備していても梅雨など湿気の多い季節は油断をして長期間ほったらかしにするとブレードが錆びてしまうことがあります。一番のメンテナンスはこまめな手入れです。たまにはコレクションのナイフを手に取っておつまみを切るのに使ったり、愛でながら拭き上げてげることがもっとも効果的なメンテナンス方法です。
どんなに注意していても油断して錆びさせてしまったり、緑青が出てしまったりすることもあります。それはもう仕方のないこと。気づいたらなるべく早く処置するようにしましょう。
もし錆が小さなうちに気づいたのならまだ大丈夫です。
シミクローム メタル・ポリッシャーを使って錆の部分を少しこすってあげれば簡単に元に戻すことができます。
シミクローム メタル・ポリッシャーには研磨剤が入っておらず、大切なナイフを傷つけることがありません。また、多少のサビやくすみ、緑青などはこれを使えばいとも簡単に綺麗に拭き取ることが出来ます。
例えば、こんな緑青が出てしまったナイフでも…FLITZを少し塗布してウエスなどでサッとふきます。

するとどうでしょう。あっという間に新品同様に早変わりです。

もちろん普段からお使いいただければもっと効果があります。新品の光沢が落ちたときにくすみを取るなどの日々のメンテナンスでも大活躍です。FLITZで拭いた後はごくわずかな被膜ができるのでそれによる防錆効果も期待できます。
今後、こちらにナイフメイキングや商品の使用方法などにに関する記事を掲載していきたいと思います。
どうぞお楽しみ。
{kind=link}